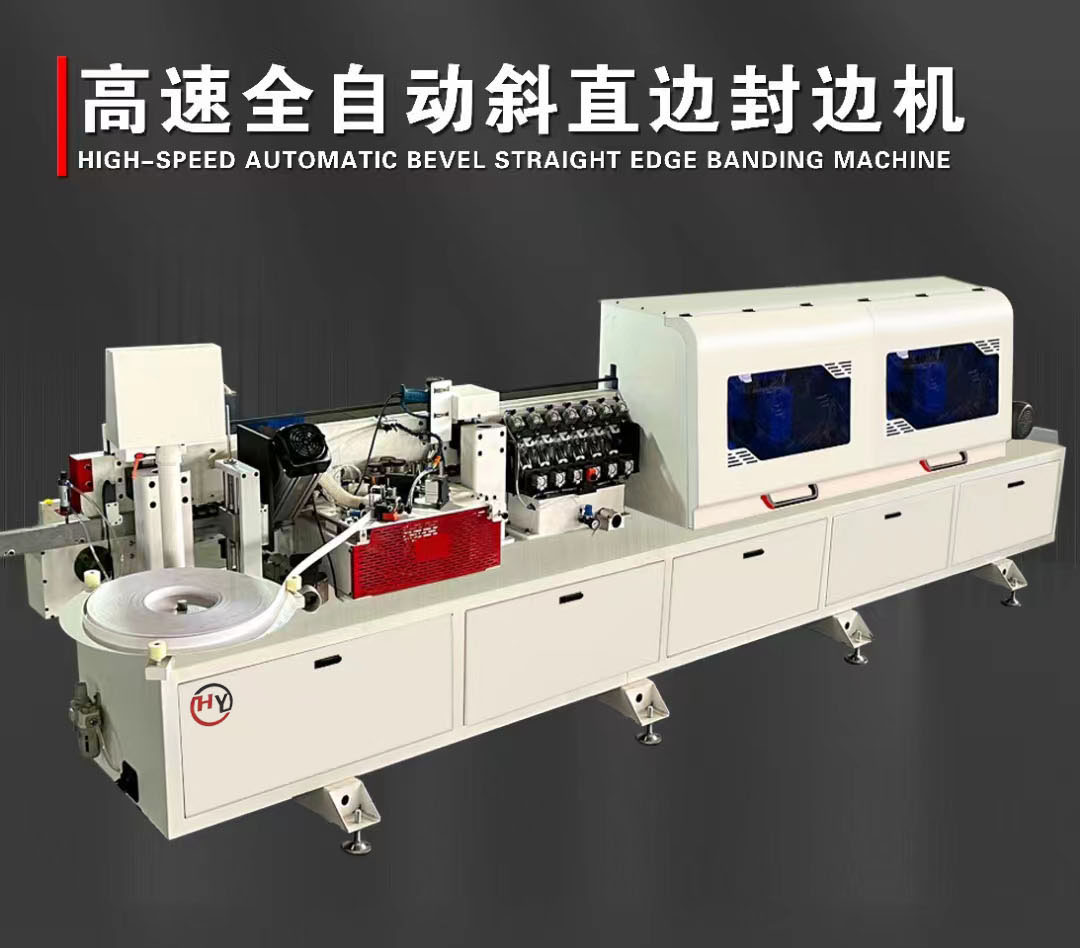
全自动封边机封边质量的影响因素
文章出处:南皮县宇轩五金制造有限公司 人气:220 发表时间:2022-06-29
许多使用全自动封边机的客户不可避免地会遇到封边效果不理想的情况,其原因也多种多样,设备、封边带、热熔胶等问题都有可能出现,下面列出原因,供参考。
1热熔胶质量。
热粘合剂在压力较低时也具有良好的粘附性,能在短时间的压力下瞬间胶合,且粘接牢固。
封边时,还要保证热熔胶的温度在正常温度范围内,太低的温度会使热熔胶流动性差,温度过高会使胶液变稀,使胶粘度下降。
2封口质量
边缘质量也影响边缘效果,质量好的边缘带、成品边缘紧密贴合,质量差,边缘间隙大,边缘带不能完全贴在板材上,边缘效果差。
3封边带材料。
含油密封带会使密封更加困难,因为油性物质会降低板与热熔胶的亲和力,降低热熔胶的粘度,延长密封带容易脱落。
4实木封边带水分
使用实木边缘材料的制造商应注意边缘带的含水率不要太高,尤其是在南方潮湿的地方,边缘带应储存在凉爽干燥的房间里。
通常,精致含水量为8-10百分比。含水率过高会降低热熔胶的粘结强度。
5环境温度
封边施工时,要保证周围环境温度不能太低,温度不能太低,容易造成封边带的柔韧性不足。
特别是厚的封边带,由于温度过低,对胶粘剂的亲和力下降,加上贮存时间长,使其粘结强度降低。一般情况下,温度在15℃以上,在封边机工作时也要保证预热设备正常工作。
6设备方面。
首先设备质量总要过关,另外设备使用时间长,难免会有一些小故障,所以每封边时先拿一块板子试试。
看涂胶辊与送带是否配合(配合不好可能引起涂胶不均或缺胶)、修边功能是否正常、修边磨损等。
7进给速度。
现在自动封边机的进料速度大多是12-20m/min,当然还有较高的转速。
但需要注意的是,为了提高生产效率,不能盲目追求高速,需要根据封边强度进行调整,速度过快,封边强度过低,容易导致封边效果下降
下一篇:高速封边机对各种板材的作用有哪些上一篇:
封边机主要分为哪几类!